云南鸿楚贸易有限公司
 第8年
第8年

 第8年
第8年 
第8年

来源:云南鸿楚贸易有限公司 时间:2025-03-20 05:29:35 [举报]
防腐螺旋钢管厂家清除内毛刺技术难度大,由于去内毛刺的装置在钢管内部,工作环境很差,看不见,摸不到,它受到带钢精度、机组设备精度、成形工艺、焊缝形状等影响,往往得不到。国外资料报导,内孔在14㎜以上的防腐螺旋钢管都可以去除内毛刺,实际上内孔25mm以下的内毛刺清除就很困难了。国内技术一般在内孔50mm以上较大直径的焊接钢管可以清除内毛刺。
毛刺宽度通常在0.5~3mm左右,内毛刺高度是不均的,一般为0.2~0.6mm。个别高度可达1mm以上。外毛刺一般用刨削法清除,而内毛刺在钢管内空间小,清除技术难度增加。由于内毛刺的存在,当钢管再进行冷拔或冷轧精加工时,会在钢管内表面形成裂纹、折叠或划痕。因此对于精密焊管,不清除内毛刺就无法达到内表面质量要求,也无法进行后步工序加工。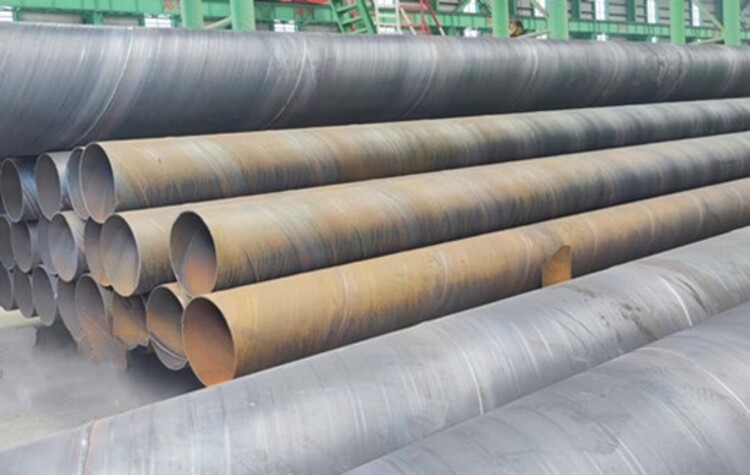
防腐螺旋钢管厂家清除内毛刺,通常是在连续焊管生产线上清除,也可以采用离线方法清除。清除内毛刺方法,目前主要有以下几种方法:
1、切削法:该方法是利用伸进管内固定刀刃或旋转切削头,对毛刺进行切削;
2、辗压法:该方法是利用伸进管内的滚压装置,使内毛刺产生塑性变形,达到减薄内毛刺高度的效果;
3、氧化法:防腐螺旋钢管焊接开始时,用通气喷嘴向内焊缝喷射氧气流,利用焊缝焊接余热,使内毛刺加4、速氧化,并在气流冲出下脱落;
5、拉拔法:防腐螺旋钢管通过模具时,在浮动塞的环形刀刃作用下,清除钢管内毛刺;外毛刺清除装置有一把刨刀和二把刨刀型式,用一把刨刀要停机换刀,而用二把刨刀清除毛刺,换刀可不需停机。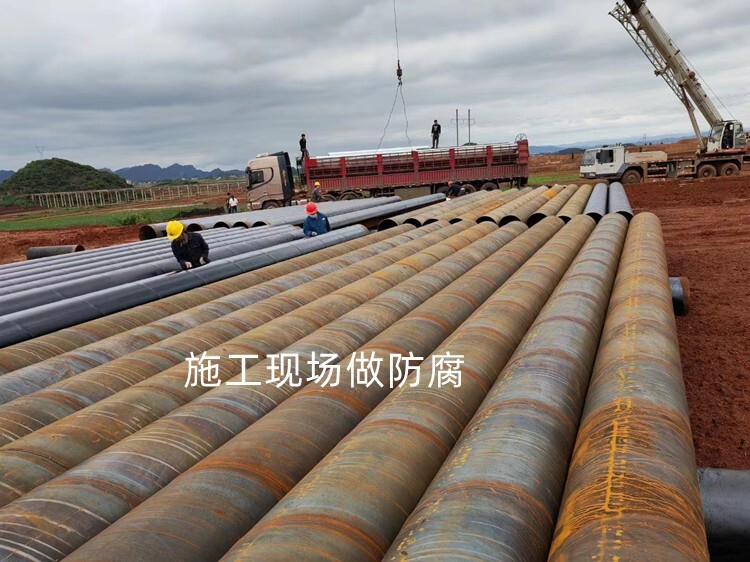
防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,在每道油漆涂刷前清洁表面,以表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的质量体系使工程质量得到控制。
螺旋钢管废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显露出来,其所造成的经济损失远比内废大。为减少外废,成批生产的螺旋钢管在出厂前好抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。
螺旋钢管主要工艺特点:
1、成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求;
2、采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;
3、对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地了产品质量;
4、整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。
螺旋钢管的技术性能与特点有哪些:
1、由表面经镀锌和烤漆双层防腐处理的钢管与塑料管经过缩径、粘接等特殊工艺复合而成;
2、强度高;系统工作压力≤2.0Mpa;冷水管工作温度0℃~+55℃,热水管工作温度0℃~+75℃,线膨胀系数为2.5×10-5/℃;
3、清洁、安全卫生,各项性能指标均达到《生活饮用水输配水设备及防护材料卫生评价规范》的要求;
4、内壁光滑,不锈蚀,不结垢,无通径损失;
5、采用丝扣连接、沟槽管件连接、法兰连接,管件内表面搪瓷处理,安装可靠,维护方便;
6、从DN15——DN300各规格品种。用途:建筑给水、中水系统;热水、空调循环水、采暖系统;消防喷淋系统;工业用水、设备循环水系统。
标签:市供应螺旋钢管,攀枝花螺旋钢管,螺旋钢管厂家批发,螺旋钢管多少钱