云南鸿楚贸易有限公司
 第8年
第8年

 第8年
第8年 
第8年

来源:云南鸿楚贸易有限公司 时间:2025-03-21 04:43:12 [举报]
剪刃设计的基本依据是槽钢成品孔型形状,这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象。考核槽钢性能的检验项目主要为拉伸试验和弯曲试验,指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。
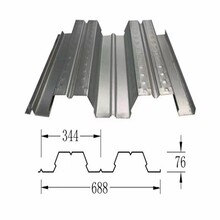
①槽钢的高度h、腿宽度b、腰厚度d尺寸允许偏差应符合表2的规定。
②槽钢平均腿厚度的允许偏差为±0.06t。
③槽钢的弯腰挠度不应超过0.15d。
④槽钢腿的外缘斜度,单腿不大于1.5%b,双腿不大于2.5%b。
⑤槽钢腿端、肩钝化不得使直径等于0.18t的圆棒通过。
产品名称:热镀锌角钢槽钢
镀锌角钢(3#-7.5#)、镀锌槽钢(5#-16#)坐落于区乐从钢铁世界钢铁大道F3区08号,地理位置、交通便利。另我司在)也建立大量库存,方便客户采购。
凭着良好的信誉和雄厚的实力提供的产品、实惠的价格、的物流给广大用户。我们的服务宗旨:“以质量求生存,以信誉求发展”;我们的经营理念:“以诚为本,客户至上”;我们的经营优势:“货源充足,价格合理”。感谢客户们一直以来的大力支持,愿与广老用户携手共进,共创伟业!
产品范围
3#热镀锌角钢5-5.5、6-6.5、7-7.5
4#热镀锌角钢7-7.5、8-8.5、9-9.5、10-10.5、11-11.5、12-12.5、13-13.5
5#热镀锌角钢13-13.5、15-15.5、16-16.5、17-17.5、18-18.5、19-19.9、20-20.5、21-21.5
6.3#热镀锌角钢22-22.5、23-23.5、26-26.5
7.5#热镀锌角钢31-32
5#热镀锌槽钢23-24、26-27
6.3#热镀锌槽钢23-24、26-27、32-33
8#热镀锌槽钢32-33、33-34、36-37、39-40、40-41、45-46、46-47
10#热镀锌槽钢46-47、51-52、53-54、54-55
12#热镀锌槽钢56-57、60-61、66-67
14#热镀锌槽钢74-75
16#热镀锌槽钢81-82
产品规格(是有增加,如有疑问,敬请垂询!)
导致腐蚀的原因主要是体现在下面的几个方面当中,下面我们来看看详细的情况吧.
一、储存不锈钢槽钢的地方不正确,这样会导致在它的表面上堆积着一层很厚重的灰尘或者是异类金属颗粒的附着物,尤其是在潮湿的空气当中,上面的附着物会与不锈钢槽钢间发生化学反应,这样会导致出现生锈腐蚀的现象,因此我们在储藏不锈钢角钢的过程中,要放置在干燥的场合当中去存放,这样才是更加
二、如果在不锈钢槽钢的标称上附着了一些含有酸碱的物质,比如说在上面有更多的碱水,这样在使用的过程中,很容易引起局部的腐化,这是需要大家注意的一个方式,比如说,在有污染的空气中,也是会导致这样的现象发生的,因此会导致不锈钢槽钢腐蚀.以上的几种情况,都是由于外界的原因而导致不锈钢角钢发生腐蚀的现象,还有很多客观的原因没有介绍。
预埋槽道施工安装说明
1、台车定位,预埋槽钢,减小衬砌内净空与设计净空的偏差,预埋槽钢,来控制预埋槽道的嵌入误差。
2、提高开孔时定位的精度,在螺母与台车模板加上垫圈,拧紧螺母同时增加槽道和模板的密贴度,来控制槽道的倾斜误差。
热镀锌槽钢也是焊管设备中的一种,它的强度通常比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用一样宽度的坯料出产管径不一样的焊管。但是与一样长度的直缝管相比,焊缝长度添加30~,并且出产速度较低。因而,较小口径的焊管大都选用直缝焊,大口径焊管则大多选用螺旋焊。
1、热镀锌槽钢原材料即带钢卷,焊丝,焊剂。在投入前都要通过严厉的理化查验。
2、带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。
3、出产热镀锌槽钢时,选用电接点压力表操控运送机两头压下油缸的压力,了带钢的平稳运送。
4、选用焊缝空隙操控设备来焊缝空隙满意焊接需求,管径,错边量和焊缝空隙都得到严厉的操控。
5、内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得稳定的焊接标准。
6、焊完的焊缝均通过在线接连超声波主动伤仪查看,了的螺旋焊缝的无损查看覆盖率。若有缺点,主动报警并喷涂符号,出产工人依此随时调整技术参数,及时消除缺点。
7、切成单根钢管后,每批钢管头三根要进行严厉的首检制度,查看焊缝的力学性能,化学成份,溶合情况,钢管表面质量以及通过无损探伤查验,制管技术合格后,才干正式投入出产。
热镀锌槽钢手艺的特点是挤压零件尺寸概况光洁,我国研制的冷挤压件一般尺寸精度可达八级,若是采用抱负的润滑,其精度是仅次于精抛光概况的。这是以用冷挤压方式制造的零件,一般情况下是不需要再加工,少量的需要精加工磨削。热镀锌槽钢节约原材料,冷挤压件材料操纵率凡是可以达到八成以上。如牌汽车活塞销动切削加工材料操纵率低些,而用冷挤压时材料操纵率提显,万向节轴承套改用冷挤压之后,材料操纵率不断提升。由此可见,实际采用冷挤压方式出产机械零件,可节约年夜量钢材和有色金属的材料。汽车活塞销用冷挤压方式比用切削加工制造提高三倍,用冷挤压活塞销主动机,使得出产率进一步提高四轴主动车床的出产率。热镀锌槽钢加工外形复杂的零件,比如异形截面、内齿、异形孔及其盲孔等,这些零件采用其它加工法是难以完成的,用冷挤压加工却很便利。
标签:云南供应槽钢,普洱槽钢,供应槽钢,槽钢多少钱