





关键词 |
山南螺旋钢管,螺旋钢管,山南螺旋钢管,螺旋钢管价格 |
面向地区 |
全国 |
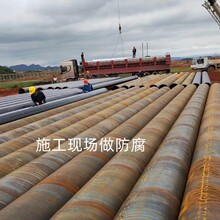
防腐螺旋钢管厂家:防腐螺旋钢管是3PE防腐层和钢管合成的一种钢管,3PE防腐层的作用就是保护钢管的,3PE防腐层可以延缓酸、碱等化学物质对于钢管的腐蚀,在防腐层的保护下,钢管使用的寿命可以延长10倍,3PE防腐材料具备出色的耐光性及机械强度、优良的耐环境应力开裂性、良好的电性能足够的抗阴极剥离和抗环境老化等优势,目前防腐螺旋钢管被广泛应用于管道防腐工程中。尤其是城市燃气管道网,处于人口密集区,管道的安全可靠性能非常重要。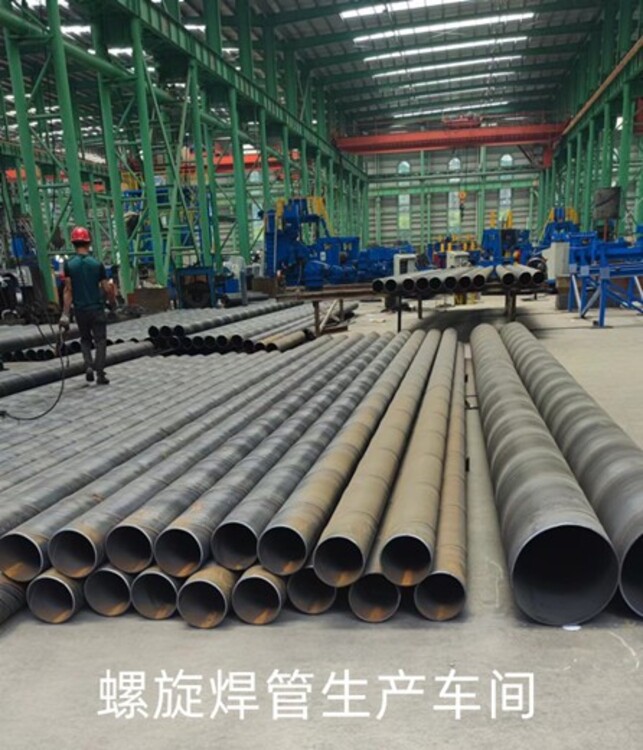
防腐螺旋钢管厂家清除内毛刺,通常是在连续焊管生产线上清除,也可以采用离线方法清除。清除内毛刺方法,目前主要有以下几种方法:
1、切削法:该方法是利用伸进管内固定刀刃或旋转切削头,对毛刺进行切削;
2、辗压法:该方法是利用伸进管内的滚压装置,使内毛刺产生塑性变形,达到减薄内毛刺高度的效果;
3、氧化法:防腐螺旋钢管焊接开始时,用通气喷嘴向内焊缝喷射氧气流,利用焊缝焊接余热,使内毛刺加4、速氧化,并在气流冲出下脱落;
5、拉拔法:防腐螺旋钢管通过模具时,在浮动塞的环形刀刃作用下,清除钢管内毛刺;外毛刺清除装置有一把刨刀和二把刨刀型式,用一把刨刀要停机换刀,而用二把刨刀清除毛刺,换刀可不需停机。
螺旋钢管生产工艺:
1、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验;
2、带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊;
3、成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理;
4采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送;
5、采用外控或内控辊式成型;
6、采用焊缝间隙控制装置来焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制;
7、内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量;
8、焊完的焊缝均经过在线连续超声波自动伤仪检查,了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷;
9、采用空气等离子切割机将钢管切成单根;
10、切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产;
11、焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除;
12、带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查;
13、每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录;
14、管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
防腐螺旋钢管厂家,防腐螺旋钢管在施工过程中的注意事项:
1、施工时在良好的通风条件下进行,长时间施工,应注意防护;
2、施工现场严禁明火;
3、钢铁表面温度应3℃不便手工施工;
4、严禁雾、雨、雪天及湿度超过85%时施工;
5、施工温度应大于10℃。
螺旋钢管废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显露出来,其所造成的经济损失远比内废大。为减少外废,成批生产的螺旋钢管在出厂前好抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。
螺旋钢管的技术性能与特点有哪些:
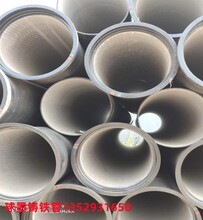
1、由表面经镀锌和烤漆双层防腐处理的钢管与塑料管经过缩径、粘接等特殊工艺复合而成;
2、强度高;系统工作压力≤2.0Mpa;冷水管工作温度0℃~+55℃,热水管工作温度0℃~+75℃,线膨胀系数为2.5×10-5/℃;
3、清洁、安全卫生,各项性能指标均达到《生活饮用水输配水设备及防护材料卫生评价规范》的要求;
4、内壁光滑,不锈蚀,不结垢,无通径损失;
5、采用丝扣连接、沟槽管件连接、法兰连接,管件内表面搪瓷处理,安装可靠,维护方便;
6、从DN15——DN300各规格品种。用途:建筑给水、中水系统;热水、空调循环水、采暖系统;消防喷淋系统;工业用水、设备循环水系统。

全国螺旋钢管热销信息
站内来访